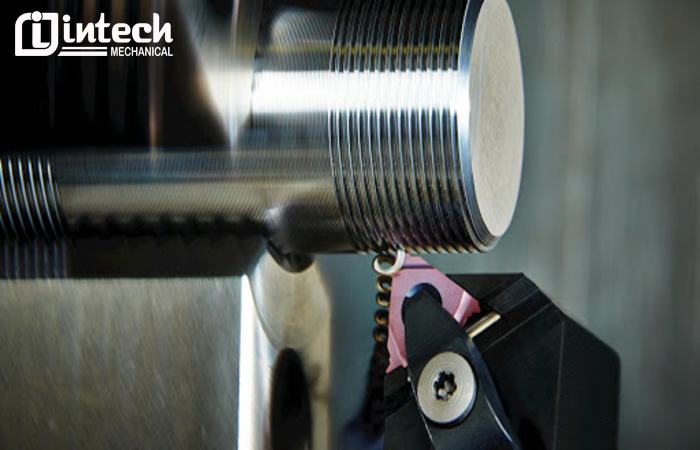
Cách tạo một lỗ mũi khoan trên phôi kim loại
Toc
Cách tạo một lỗ mũi khoan trên phôi kim loại
Đầu vít nhô ra gây mất thẩm mỹ và thường làm ảnh hưởng đến tính thẩm mỹ của các bộ phận kim loại. Khoan chìm là một quá trình giúp ngăn chặn sự nhô ra này và liên quan đến việc mở rộng vành của lỗ thí điểm.
Trong bài viết này, chúng tôi sẽ cung cấp cho bạn thông tin về cách tạo lỗ mũi khoan bằng kim loại. Chúng tôi cũng sẽ nêu bật các loại mũi khoan được sử dụng để chế tạo mũi khoan bằng kim loại và các ứng dụng phổ biến của các lỗ này.
Từng bước về cách tạo lỗ mũi khoan trên Kim loại
Việc khắc kim loại không khó, đặc biệt là khi có kiến thức về các loại lỗ và dụng cụ phù hợp cho công việc. Dưới đây là bảng phân tích từng bước về cách tạo lỗ mũi khoan bằng kim loại.
1. Khoan lỗ thí điểm
Trước khi tạo lỗ mũi khoan, bạn cần khoan lỗ thí điểm. Bước đầu tiên khi khoan lỗ thí điểm là chọn đường kính của trục vít bạn muốn sử dụng, vì nó sẽ giúp chọn mũi khoan phù hợp. Đảm bảo mũi khoan được chọn có cùng kích thước với vít hoặc nhỏ hơn 1,6 mm.
Trước khi bắt đầu khoan lỗ , tốt nhất nên cố định kim loại bằng kẹp để đảm bảo không xảy ra chuyển động trong quá trình khoan. Sau khi đảm bảo kim loại đã được cố định chắc chắn, hãy đánh dấu nơi bạn muốn khoan, sau đó lắp mũi khoan vào. Khi khoan, giữ mũi khoan vuông góc với bề mặt kim loại và ấn cò súng xuống. Tạo áp lực lên mũi khoan cho đến khi nó đạt cùng kích thước với vít bạn định sử dụng với lỗ.

2. Kiểm tra và đảm bảo góc mũi khoan chính xác
Sử dụng sai góc mũi khoan sẽ làm mất đi mục đích của mũi khoan vì phần kim loại vẫn trông khó coi. Vì vậy để đảm bảo lắp vít chắc chắn, bạn phải có góc mũi khoan chính xác. Ví dụ: khi vặn vít hệ mét, khuyến nghị là góc 90 độ, trong khi vít tiêu chuẩn được khuyến nghị là mũi khoan 82 độ.
3. Chọn mũi khoan mũi khoan chính xác
Việc chọn mũi khoan mũi khoan phù hợp bao gồm việc chọn đường kính mũi khoan phù hợp. Nguyên nhân là do đường kính của mũi khoan đóng vai trò quan trọng trong việc xác định độ khít của vít vào lỗ mũi khoan sau khi khoan.
Nếu bạn sử dụng mũi khoan có đường kính nhỏ hơn đường kính vít thì việc đầu vít bị lồi là điều khó tránh khỏi. Vì vậy, tốt nhất bạn nên sử dụng mũi khoan có kích thước gần bằng đầu bu lông hoặc vít mà bạn muốn sử dụng. Để đo đầu vít hoặc đầu vít, nên dùng thước cặp và xiết chặt các hàm của nó xung quanh đầu vít. Mục đích ở đây là đảm bảo rằng đầu vít không nhô ra ngoài. Thay vào đó, nó vừa khít với lỗ mũi khoan.

4. Lắp mũi khoan mũi khoan vào đầu cặp mũi khoan
Mâm cặp khoan là bộ phận của mũi khoan để giữ mũi khoan đúng vị trí. Điều đặc biệt quan trọng khi mũi khoan quay để tránh tai nạn. Thành phần này có một vòng siết chặt cũng như một phó ba chiều. Cách tốt nhất để siết chặt mũi khoan vào mâm cặp chủ yếu phụ thuộc vào thiết kế mũi khoan. Tuy nhiên, cách phổ biến nhất là sử dụng chìa khóa mâm cặp hoặc cờ lê mâm cặp bằng tay.
Đối với các thiết kế yêu cầu chìa khóa mâm cặp, bạn sẽ tìm thấy một lỗ mở trên mâm cặp để lắp chìa khóa và sau đó siết chặt hoặc nới lỏng. Ngoài ra, siết chặt mâm cặp là tốt nhưng đảm bảo không quá chặt để không gặp khó khăn khi tháo mũi khoan mũi khoan sau khi khoan.
5. Điều chỉnh mũi khoan đến độ sâu phù hợp
Khi bạn tạo một lỗ mũi khoan bằng kim loại, độ sâu và loại mũi khoan rất quan trọng nếu bạn muốn đầu vít nằm ngang bằng với kim loại. Tốt nhất nên đặt bộ điều chỉnh ở mức 4mm trở lên để có được độ sâu chính xác.
Ngoài ra, hãy lưu ý rằng độ sâu chính xác mà bạn đặt bộ điều chỉnh sẽ phụ thuộc vào kích thước của đầu bu lông vít. Sử dụng độ sâu chính xác sẽ giúp tránh hiện tượng chìm quá mức (Có khe hở trên đầu vít) hoặc đầu vít nhô ra khỏi bộ phận kim loại.
6. Khoan lỗ mũi khoan
Đẩy mũi khoan có mũi mũi khoan được gắn nhẹ vào lỗ dẫn hướng để khoan mũi khoan. Khoan xuống cho đến khi bạn đạt được độ sâu mong muốn. Điều quan trọng cần lưu ý là độ sâu khoan chính xác phụ thuộc vào kích thước của đầu vít và mũi khoan.
7. Kiểm tra lỗ mũi khoan
Khi hoàn thành việc khoan, kiểm tra lỗ mũi khoan bằng bu lông hoặc vít. Đảm bảo bu lông hoặc vít nằm ngang bằng với bề mặt kim loại.

Các vật liệu làm mũi khoan để tạo lỗ mũi khoan kim loại
Có nhiều loại vật liệu khác nhau dành cho công việc khoét lỗ và loại được chọn thường phụ thuộc vào phôi. Chúng bao gồm:

– Thép tốc độ cao (HSS)
Đây là những mũi khoan được làm từ thép tốc độ cao. Loại thép này có chứa crom, vanadi, coban, thép cacbon và vonfram hoặc molypden. HSS được sử dụng trong việc khoét kim loại do khả năng chịu được nhiệt độ cao (lên tới 6500C) mà không làm mất độ cứng của chúng.
Ngoài ra, mũi khoan được chế tạo từ kim loại khoan HSS với tốc độ gấp 3 lần tốc độ mũi khoan thông thường.
– Mũi khoan Cacbua
Mũi khoan cacbua hoặc mũi khoan cacbua vonfram được làm từ sự kết hợp giữa carbon và vonfram. Chúng có sức bền vượt trội, giúp chúng được sử dụng khi các kỹ sư tạo lỗ khoét trên kim loại.
Mũi khoan thuộc loại này cũng có thể hoạt động ở tốc độ cao do khả năng hấp thụ nhiệt hiệu quả. Mũi khoan cacbua có thể được cắt xuyên qua đồng, đồng thau, thép, nhôm, gang và các kim loại mài mòn khác.
– Mũi khoan coban
Những mũi khoan này chứa hợp kim thép tốc độ cao với 5 đến 8% coban. Hàm lượng coban trong mũi khoan này giúp nó có khả năng chịu nhiệt tốt hơn, một thuộc tính quan trọng để khoan kim loại. Khả năng chịu nhiệt này khiến cho khả năng hư hỏng do nhiệt ít hơn khi sử dụng mũi khoan coban. Ngoài ra, mũi khoan coban còn lý tưởng để khoan trên các kim loại cứng như gang và thép không gỉ.
Góc mũi khoan tiêu chuẩn trong các mục đích sử dụng khác nhau
Có một số góc mũi khoan và tất cả chúng đều có cách sử dụng khác nhau. Tuy nhiên, dưới đây là các góc mũi khoan phổ biến nhất và công dụng của chúng.

– 60 ° (Gỡ bavia)
Mục đích chính của góc mũi khoan này là loại bỏ các gờ hoặc cạnh sắc khỏi khu vực vít của bộ phận kim loại. Sau khi mài nhẵn, kim loại có các cạnh mịn hơn.
– 75 ° (Đầu đinh tán)
Góc đầu đinh tán lý tưởng cho hầu hết các loại đầu đinh tán, bao gồm dẫn động, gắn phẳng, khóa ma sát, Oscar, tự xuyên thủng, kết cấu thép và đinh tán đặc.
– 82 ° và 90 ° (Vít chìm)
Có hai góc cho vít chìm. Tuy nhiên, góc chính xác được chọn là một chức năng của tiêu chuẩn vít mũi khoan công nghiệp. Chẳng hạn, tiêu chuẩn của Hoa Kỳ là 82 °, trong khi các quốc gia và khu vực khác sử dụng vít chìm 90 ° và các góc tương tự.
– 120 ° (Đinh tán kim loại tấm chìm)
Loại đinh tán dùng cho kim loại tấm là loại đinh tán mỏng và mù, thường yêu cầu góc chìm 120 ° . Yêu cầu về góc này là do chúng được sử dụng để nối các tấm kim loại.
Kết luận
Tạo lỗ khoét trên kim loại là một quá trình đòi hỏi độ chính xác cao vì nó liên quan đến tính thẩm mỹ của bộ phận. Mặc dù tương đối đơn giản nhưng nó đòi hỏi trình độ kỹ thuật cao để tránh làm hỏng các bộ phận kim loại trong quá trình thực hiện.
Bài viết liên quan:
- Phay mặt là gì? Phương pháp phay mặt phẳng hiệu quả nhất
- Khoan CNC là gì? Hướng dẫn cơ bản về quy trình khoan lỗ
- Mặt bích là gì? Quy trình gia công mặt bích Inox
tin tức tin tuc Cách tạo một lỗ mũi khoan trên phôi kim loại cach tao mot lo mui khoan tren phoi kim loai
Tin tức khác
-
Sự khác biệt Độ nhám bề mặt và độ hoàn thiện bề mặt trong gia công cơ khí
-
Cắt Plasma là gì? Ưu và nhược điểm cắt Plasma Kim Loại
-
Gia công Magie: Hướng dẫn gia công chi tiết
-
Gia công Trục Xoay là gì? Các phương pháp sản xuất trục xoay phổ biến