Công dụng của gia công Tiện: 10 Nguyên công tiện bạn nên biết
Toc
Công dụng của gia công Tiện: 10 Nguyên công tiện bạn nên biết
Phương pháp gia công tiện CNC sử dụng điều khiển máy tính để vận hành và điều khiển các máy công cụ cắt và tạo hình vật liệu gốc. Quy trình tiện tuân theo các giai đoạn sản xuất cơ bản giống như tất cả các quy trình gia công CNC
Top 10 Nguyên công tiện phổ biến hiện nay
Máy tiện là một thiết bị sản xuất tất cả trong một với khả năng thực hiện các nguyên công tiện khác nhau. Hoạt động tiện loại bỏ vật liệu không cần thiết khỏi phôi khi nó quay dọc theo một trục. Có nhiều loại nguyên công tiện khác nhau dưới đây:
1. Quay
Tiện là hoạt động gia công máy tiện phổ biến nhất. Trong quá trình tiện, dụng cụ cắt sẽ loại bỏ vật liệu khỏi đường kính ngoài của phôi đang quay. Mục tiêu chính của việc tiện là giảm đường kính phôi đến kích thước mong muốn. Có hai loại hoạt động tiện, thô và hoàn thiện.
Hoạt động tiện thô nhằm mục đích gia công một chi tiết trong phạm vi độ dày xác định trước, bằng cách loại bỏ lượng vật liệu tối đa trong thời gian ngắn nhất có thể, không quan tâm đến độ chính xác và độ bóng bề mặt. Tiện hoàn thiện tạo ra bề mặt nhẵn và phôi có kích thước chính xác cuối cùng.
Các phần khác nhau của các bộ phận tiện có thể có kích thước bên ngoài khác nhau. Sự chuyển tiếp giữa các bề mặt có hai đường kính khác nhau có thể có một số đặc điểm tôpô, đó là bước, độ côn, vát và đường viền. Để tạo ra những đặc điểm này, có thể cần phải thực hiện nhiều đường cắt ở độ sâu cắt hướng tâm nhỏ.
– Bước quay
Xoay từng bước tạo ra hai bề mặt có sự thay đổi đột ngột về đường kính giữa chúng. Tính năng cuối cùng giống như một bước.
– Tiện côn
Tiện côn tạo ra sự chuyển tiếp dốc giữa hai bề mặt có đường kính khác nhau do chuyển động góc giữa phôi và dụng cụ cắt.
– Tiện vát mép
Tương tự như tiện từng bước, tiện vát tạo ra sự chuyển tiếp góc cạnh của một cạnh vuông giữa hai bề mặt có đường kính tiện khác nhau.
– Xoay đường viền
Trong nguyên công tiện đường viền, dụng cụ cắt đi theo hướng trục với hình dạng được xác định trước. Cần phải sử dụng nhiều lần công cụ tạo đường viền để tạo các đường viền mong muốn trên phôi. Tuy nhiên, các công cụ biểu mẫu có thể tạo ra hình dạng đường viền giống nhau chỉ trong một lần thực hiện.

2 – Đối mặt
Trong quá trình gia công, chiều dài của phôi dài hơn một chút so với phần cuối cùng. Gia công mặt là nguyên công gia công phần cuối của phôi vuông góc với trục quay. Trong quá trình gia công bề mặt, dao di chuyển dọc theo bán kính của phôi để tạo ra chiều dài bộ phận mong muốn và bề mặt bề mặt nhẵn bằng cách loại bỏ một lớp vật liệu mỏng.
3. Rãnh
Phay rãnh là nguyên công tiện tạo ra một đường cắt hẹp, một “rãnh” trên phôi. Kích thước của vết cắt phụ thuộc vào chiều rộng của dụng cụ cắt. Cần có nhiều đường chạy dao để gia công các rãnh rộng hơn. Có hai loại nguyên công tạo rãnh, tạo rãnh mặt ngoài và tạo rãnh mặt. Trong tạo rãnh ngoài, dụng cụ di chuyển hướng tâm vào cạnh phôi và loại bỏ vật liệu dọc theo hướng cắt. Khi xẻ rãnh mặt, máy công cụ sẽ tạo rãnh trên mặt phôi.
4. Parting
Parting là một hoạt động gia công dẫn đến việc cắt bỏ chi tiết ở cuối chu trình gia công. Quá trình này sử dụng một dụng cụ có hình dạng cụ thể để đưa phôi vuông góc với trục quay và thực hiện một đường cắt lũy tiến trong khi phôi quay. Sau khi cạnh của dụng cụ cắt chạm vào tâm phôi, phôi sẽ rơi ra. Dụng cụ bắt bộ phận thường được sử dụng để bắt bộ phận bị loại bỏ.
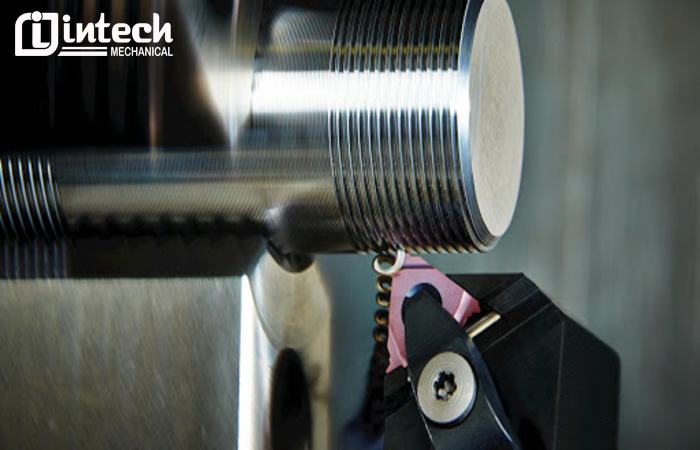
5. Cắt ren
Cắt ren là nguyên công tiện trong đó dụng cụ di chuyển dọc theo cạnh của phôi, cắt ren ở bề mặt bên ngoài. Ren là một rãnh xoắn ốc đều có chiều dài và bước xác định. Các luồng sâu hơn cần nhiều lần chuyển công cụ.

6. Knurling
Hoạt động khía tạo ra các mẫu răng cưa trên bề mặt của một bộ phận. Knurling làm tăng ma sát khi cầm và hình ảnh trực quan của bộ phận được gia công. Quá trình gia công này sử dụng một công cụ độc đáo bao gồm một hoặc nhiều bánh xe hình trụ (núm) có thể quay bên trong giá đỡ dụng cụ. Các khía chứa các răng được cuộn trên bề mặt phôi để tạo thành các mẫu răng cưa. Cổ chân có khía phổ biến nhất là kiểu hình kim cương.
7. Khoan
Hoạt động khoan loại bỏ vật liệu từ bên trong phôi. Kết quả của việc khoan là một lỗ có đường kính bằng kích thước của mũi khoan được sử dụng. Mũi khoan thường được đặt trên bệ đỡ hoặc giá đỡ dụng cụ máy tiện.
8. Doa
Doa là một thao tác định cỡ giúp phóng to lỗ trên phôi. Trong nguyên công doa, mũi doa đi vào phôi theo hướng trục qua đầu và mở rộng lỗ hiện có theo đường kính của dụng cụ. Việc doa loại bỏ một lượng vật liệu tối thiểu và thường được thực hiện sau khi khoan để có được đường kính chính xác hơn và lớp hoàn thiện bên trong mịn hơn.
9. Boring
Trong nguyên công móc lỗ, một dụng cụ đi vào phôi theo hướng trục và loại bỏ vật liệu dọc theo bề mặt bên trong để tạo ra các hình dạng khác nhau hoặc để phóng to lỗ hiện có.
10. Taro ren
Taro ren là quá trình trong đó dụng cụ taro ren đi vào phôi theo chiều dọc và cắt ren vào lỗ hiện có. Lỗ khớp với kích thước bit tương ứng có thể chứa công cụ khai thác mong muốn. Khai thác cũng là thao tác được sử dụng để tạo ren trên đai ốc.

Kết luận
Máy tiện có khả năng gia công các chi tiết có tính năng phức tạp. Các tính năng của bộ phận cuối cùng được tạo ra bằng cách sử dụng các công cụ khác nhau và bằng cách thay đổi mối quan hệ động học giữa dao cắt và phôi. Trong bài viết này, chúng tôi đã giải thích mười nguyên công máy tiện khác nhau.
Bài viết liên quan:
- 5 Lỗi gia công CNC phổ biến nhất cần tránh
- Quy trình gia công cơ khí CNC chính xác
- Hướng dẫn thiết kế gia công CNC: Các quy tắc cơ bản giảm chi phí
Công dụng của gia công Tiện: 10 Nguyên công tiện bạn nên biết cong dung cua gia cong tien 10 nguyen cong tien ban nen biet
Tin tức khác
-
Sự khác biệt Độ nhám bề mặt và độ hoàn thiện bề mặt trong gia công cơ khí
-
Cắt Plasma là gì? Ưu và nhược điểm cắt Plasma Kim Loại